Приблизительное время чтения: 6 минут
Подготовка деталей к сборке обычно состоит из пригоночных работ, очистки и мойки.
Пригоночные работы. #
Поступающие на сборку детали по точности изготовления не всегда соответствуют требованиям, предъявляемым к точности и характеру их соединений. Поэтому для обеспечения точности соединения и соответствующего сопряжения соединяемых деталей требуется выполнение различных при- гоночных работ, которые выполняют либо вручную, либо с использованием механизированного инструмента, приспособлений или стационарного оборудования. Процесс пригонки разбивают на два этапа:
- определяют погрешность геометрических размеров и формы поступивших на сборку деталей, используя универсальные или специальные измерительные средства;
- производят снятие лишнего слоя материала, выбирая способ обработки в зависимости от значения погрешности и требований к точности пригонки и шероховатости поверхностей сопряжения.
Для определения способа обработки рекомендуется использовать данные табл. 1.1.
| Таблица 1.1. Шероховатость и точность поверхностей сопряжений, обеспечиваемые различными видами пригоночных работ | |||||||
| Вид пригоночной работы | Rz, мкм | Ra, мкм | Квалитеты точности | ||||
| Сверление | 25 … 10 | — | 10 — 13 | ||||
| Зенкерование черновое | 25 | 6,3 | 9 — 12 | ||||
| Вид пригоночной работы | Rz, мкм | Ra, мкм | Квалитеты точности | ||||
| Зенкерование чистовое | — | 6,3 … 0,4 | 8—9 | ||||
| Развертывание | — | 6,3 … 0,4 | 8—9 | ||||
| Развертывание тонкое | — | 3,2 … 0,1 | 6—7 | ||||
| Шабрение чистовое | — | 1,25 | 6—7 | ||||
| Шабрение тонкое | — | 0,63 … 0,32 | 5—6 | ||||
| Шлифование предварительное | — | 6,3 … 0,4 | 8—9 | ||||
| Шлифование чистовое | — | 3,2 … 0,2 | 6—7 | ||||
| Притирка | — | 0,8 … 0,1 | 5—6 | ||||
Если выполнение пригоночных работ не требуется, то сразу после поступления на сборку детали должны быть очищены от смазки и грязи. Очистка деталей перед сборкой — одно из условий ее высокого качества и обеспечения безаварийной долговременной работы собранного механизма. Очистка важна не только для сопрягаемых, но и для свободных поверхностей, которые в последующем подлежат окраске или гальваническому покрытию.
![]() Очистка. #
Очистка. #
Очистка обычно производится механическим путем и заключается в удалении загрязнений, антикоррозионной смазки, продуктов окисления, окалины и т. д. В качестве инструментов для очистки применяют скребки или ручные и механизирование щетки. При незначительном загрязнении деталей для очистки можно использовать обдув струей сжатого воздуха. Обдув сжатым воздухом целесообразно производить перед каждой сборочной операцией после удаления загрязнения скребком или щеткой. Особенно тщательно следует очищать отверстия, пазы и полости, в которых чаще всего скапливаются пыль, грязь и остатки стружки от пред- шествующей механической обработки. Обдув сжатым воздухом производится при помощи специального наконечника (рис. 1.1, а), который соединен с системой центральной разводки сжатого воз- духа при помощи гибкого шланга. Подача сжатого воздуха производится через сопло 3 при открытом клапане 2. Открытие клапана происходит при нажатии на курок 1. Для предупреждения травматизма при обдуве на наконечник устанавливают специальный отражатель (рис. 1.1, б). После очистки детали перед сборкой целесообразно промыть.
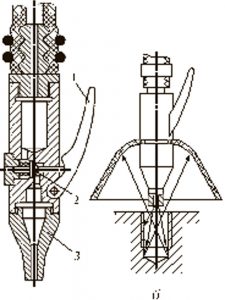
а — устройство наконечника: 1 — курок; 2 — клапан; 3 — сопло; б — наконечник с отражателем
![]() Мойка. #
Мойка. #
Промывка деталей обеспечивает удаление незначительных загрязнений и жировых пленок с поверхностей деталей. В ходе мойки применяют специальные моющие средства [8, с. 263 ¾ 268].
Мойка деталей может осуществляться несколькими способами: химическим, электрохимическим, ультразвуковым, с использова- нием электрогидравлического эффекта.
Химическая мойка #
осуществляется в специальных моечных машинах и включает в себя следующие этапы (условно):
- механическое очищение за счет воздействия частиц пе- ремещающейся жидкости;
- смачивание поверхности детали;
- абсорбирование загрязнения;
- смыв.
Все эти воздействия на деталь осуществляются одновременно. На качество очистки большое влияние оказывает состав моющего раствора.
В качестве таких растворов применяют органические растворители: керосин, бензин, спирт, уайтспирит, ацетон. Возможно также применение водных растворов щелочей и синтетических поверхностно-активных веществ.
![]() Электрохимическая мойка #
Электрохимическая мойка #
осуществляется механическим и химическим воздействием на деталь потока жидкости, а так- же катодной поляризацией детали. Перемещение электролита в ванне для интенсификации очистки происходит подачей в нее свежего электролита по специально проложенному трубопроводу.
Ультразвуковая мойка #
применяется в тех случаях, когда тре- буется особенно тщательная очистка деталей собираемого узла. Сущность ультразвуковой мойки заключается в том, что в моющей среде возбуждаются ультразвуковые колебания, а возникающие в результате этого ударные волны обеспечивают интенсивное раз- рушение загрязняющего слоя.
После ультразвуковой очистки детали промывают в горячей и холодной воде, а затем просушивают.
Мойка с использованием электрогидравлического эффекта, #
возникающего при импульсных искровых разрядах, в настоящее время находится в стадии экспериментальной разработки.
Выбор способов очистки и мойки деталей, поступающих на сборку, зависит от вида и интенсивности загрязнения.
Наиболее распространенными видами загрязнений являются:
- дорожно-почвенные. Эти загрязнения могут появляться в процессе длительного хранения и транспортирования деталей, они содержат дорожную грязь, растительные остатки и масляно-грязевые отложения. Такие загрязне- ния удаляют сначала проволочными щетками и вето- шью, а затем промывают одним из приведенных ранее способов;
- остатки смазочных материалов. Остатки смазочных ма- териалов, образующиеся на поверхностях деталей, тре- буют тщательной очистки в основном ветошью с после- дующей не менее тщательной промывкой;
- лаковые пленки. Это особый вид углеродистых отложе- ний, возникающий в результате термического окисле- ния тончайших масляных слоев. Масло, попадая на на- гретую поверхность детали в виде тонкой пленки, может выделять очень мелкие углеродистые частицы (прибли- зительно 1 мкм), которые служат исходным материалом для лаковой пленки. Такие пленки удаляют мойкой дета- лей в растворяюще-эмульгирующих средах с последую- щей механической очисткой;
- абразивные и механические частицы. Такие частицы по- являются на деталях в процессе их изготовления. Эти загрязнения удаляют механической очисткой с последу- ющим обдувом сжатым воздухом и мойкой.
Помимо загрязнений на поверхностях деталей могут находиться продукты коррозии, образующиеся при длительном хранении в результате химического и электрохимического разрушений металла.