Изготовление машиностроительными предприятиями современ- ных высококачественных машин, аппаратов, приборов и оборудо- вания для различных отраслей промышленности является неотъем- лемой частью технико-экономического роста страны, основой для производства качественной, конкурентоспособной продукции.
Эти факторы объясняют необходимость ускоренного развития машиностроения. Однако ускоренное развитие машиностроения невозможно без квалифицированных рабочих кадров, потреб- ность в которых в ближайшие годы будет возрастать. Это обуслов- лено тем, что кадровые квалифицированные рабочие уходят на пенсию и им необходима адекватная замена.
Крупные компании, например «Объединенные машинострои- тельные заводы», вынуждены привлекать квалифицированных рабочих не только из различных регионов России, но и из стран СНГ. Однако таким путем решить проблему квалифицированных рабочих кадров невозможно.
Большинство предприятий в настоящее время не занимается подготовкой квалифицированных рабочих кадров и основная на- грузка ложится на государство.
В обеспечении высокого качества выпускаемой машинострои- тельной продукции значительную роль играют применяемые при ее изготовлении технологические процессы механической обра- ботки деталей и их сборки. Чем выше качество изготовления ма- шин и оборудования, тем выше их технико-экономические пока- затели и тем больший эффект они дают в процессе эксплуатации. Помимо того, с повышением качества машин и оборудования по- вышается качество выпускаемой на них продукции и снижается ее себестоимость.
Наиболее ответственным этапом в производстве машин и обору- дования является их сборка. Даже при качественном изготовлении деталей машин и оборудования их небрежная сборка может приве- сти к появлению некачественной продукции. Учитывая влияние сбо- рочных работ на качество готовой продукции, а также тот факт, что эти работы составляют приблизительно 40 % общего объема трудо
вых затрат на изготовление продукции, следует обратить особое вни- мание на совершенствование технологических процессов сборки.
Сборочные процессы в машиностроительном производстве ха- рактеризуются низким уровнем механизации и автоматизации, что обусловлено рядом причин:
- широкая номенклатура собираемых изделий, которая требует гибких, легкоизменяющихся сборочных процес- сов, выполняемых при высоких трудовых затратах;
- большое разнообразие кинематических связей в соби- раемых изделиях, которое возрастает по мере увеличе- ния числа деталей в собираемых узлах;
- отсутствие типового высокопроизводительного сбороч- ного оборудования, что приводит к необходимости его разработки для отдельных, конкретных сборочных опе- раций, а это экономически невыгодно;
- недостаточно высокое качество изготовления поступаю- щих на сборку деталей, что требует выполнения дово- дочных и пригоночных работ в процессе сборки.
Одной из главных причин низкого уровня механизации и авто- матизации сборочных процессов является несоответствие кон- струкции деталей требованиям автоматической сборки.
Все это приводит к тому, что при выполнении сборочных работ средства механизации и автоматизации применяют существенно меньше, чем при механической обработке. Это подтверждается тем, что основные фонды сборочного производства составляют менее 10 % общих основных фондов машиностроительного произ- водства.
Механизация и автоматизация сборочного производства и смежных с ними операций, таких как регулирование, балансиров- ка, испытание машин и оборудования, обеспечивают не только повышение качества выпускаемой продукции, но и существенное снижение материальных и трудовых затрат, т. е. снижение себе- стоимости ее изготовления.
Значительную роль в повышении качества сборочных работ и снижении их трудоемкости играет рациональная организация рабочего места.
Под организацией рабочего места следует понимать правильную установку и размещение верстаков, рационализацию рабочих движений слесаря, схему размещения инструментов, приспособлений, материалов и различного оборудования. Верстаки следует размещать таким образом, чтобы максимально использовать естественное освещение, т. е. вблизи окон или под стеклянным фонарем в крыше производственного помещения. Один из вариантов рационального размещения слесарного верстака показан на рис. В1, а.
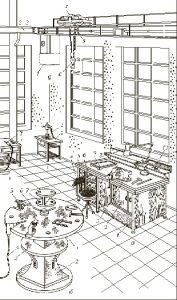
а — слесарный верстак с выдвижными ящиками и подъемно-поворотным стулом:1 — верстак; 2 — шкаф; 3 — тиски; 4 — подъемно-поворотный стул; 5 — пластина;
 6 — ящик; 7 — контрольная плита; 8 — лампа; 9 — полка; 10 — измерительный инструмент; б — круглая поворотная плита: 1 — плита; 2 — основание; 3 — диск; 4 — пневматическая машинка; 5 — прижим; 6 — болт; 7 — деталь; в — монтажно- сборочный стол: 1 — стол; 2 — пневматический гайковерт; г — стол с ручным прес- сом: 1 — стол; 2 — пресс; д — мостовой кран: 1 — кабина; 2 — рельсы; 3 — колеса; 4 — барабан; 5 — тележка; 6 — крюк
6 — ящик; 7 — контрольная плита; 8 — лампа; 9 — полка; 10 — измерительный инструмент; б — круглая поворотная плита: 1 — плита; 2 — основание; 3 — диск; 4 — пневматическая машинка; 5 — прижим; 6 — болт; 7 — деталь; в — монтажно- сборочный стол: 1 — стол; 2 — пневматический гайковерт; г — стол с ручным прес- сом: 1 — стол; 2 — пресс; д — мостовой кран: 1 — кабина; 2 — рельсы; 3 — колеса; 4 — барабан; 5 — тележка; 6 — крюкСборку крупногабаритных узлов осуществляют на специальной круглой поворотной плите, смонтированной на основании (рис. В1, б).
Монтажно-сборочный стол, так же, как и верстак, целесообразно установить у окна (рис. В1, в). В менее освещенном месте сборочного участка может быть установлен стол с ручным прессом (рис. В1, г).
Для перемещения тяжелых деталей и узлов в процессе сборки используют мостовой кран (рис. В1, д).
Приведенная схема размещения оборудования на сборочном участке является рекомендательной и может изменяться исходя из условий сборки и конструкции собираемых изделий.