Приблизительное время чтения: 11 минут
Что в статье:
Посмотреть +Видео — Виды сверлильных станков ➤ Устройство и назначение ➤ Какой сверлильный станок выбрать
Основные типы сверлильно-расточных станков:
- вертикально-сверлильные одно- и многошпиндельные (рис. 2);
- радиально-сверлильные (рис. 3);
- горизонтально-сверлильные для глубокого сверления (рис. 4, а)
- и горизонтально-центровальные (рис. 4, б).
Сверлильно-расточные станки по классификатору отнесены ко второй группе, внутри которой их делят на следующие типы:
- — вертикально-сверлильные;
- — одношпиндельные полуавтоматы;
- — многошпиндельные полуавтоматы;
- — координатно-расточные;
- — радиально-сверлильные;
- — горизонтально-расточные;
- — алмазно-расточные;
- — горизонтально-сверлильные;
- — разные сверлильные.
Основой их действия является движение шпинделя с закрепленным в нем инструментом. Шпиндель вращается и перемещается вертикально по оси.
Назначение вертикально-сверлильных станков состоит в выработке глухих и сквозных отверстий. Используется для рассверливания отверстий, которые требуют максимальной точности.

– тип станков, выполняющих сверление в автоматическом режиме. Остальные операции производит оператор, работающий на заданном рабочем месте.
Одношпиндельные сверлильные станки выпускают как с горизонтально, так и с вертикально расположенным шпинделем; последние применяются наиболее часто.
На рис. 1, а, б приведен станок с вертикальным расположением шпинделя, который подвижно закреплен на станине в цилиндрических направляющих. На шпинделе установлен ступенчатый шкив, связывающий его через ременную передачу с электродвигателем.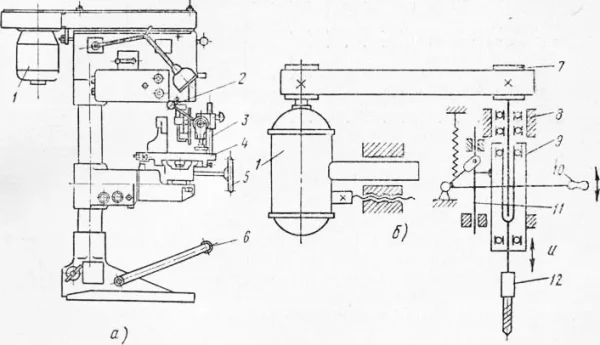
Рис. 1. Одношпиндельный сверлильный станок: а — общий вид, б — принципиальная схема; 1 — электродвигатель механизма резания, 2 — зажим, 3 — стойка зажима, 4 — стол, 5 — маховичок механизма передвижения стола, 6 — педаль, 7 — шкив, 8 — цилиндрические направляющие, 9 —стакан, 10 — рукоятка, 11 — штанга, 12 — патрон
Имеют несколько патронов. Как только один из них проделал требуемый объем работ, проводится приключение на другой, в котором закреплено нужное сверло, фреза или развертка.
Двухшпиндельный вертикально-сверлильный станок с ЧПУ
Назначение:
— нарезание резьбы;
— растачивание отверстий (как чистовое, так и черновое);
— фрезерование плоскостей;
— зенкерование отверстий (используется зенкер по металлу), а также их развертывание.
Кроме того, станки сверлильно-расточной группы дают возможность обрабатывать торцы и цилиндрические наружные поверхности всевозможных отверстий.
Работа станка осуществляется путем совмещения оси отверстия, расположенного на заготовке, с осью, на которой насажен шпиндель. При этом происходит движение шпинделя, а сама заготовка остается неподвижной.
Основой работы сверлильно-радиальных станков является именно движение шпинделя по оси. Движением подачи выступает осевое перемещение шпинделя одновременно с гильзой.
Назначение:
— растачивание внутренних поверхностей;
— обтачивание наружных поверхностей тел вращения;
— нарезание резьб;
— сверление;
— развертывание и зенкерование;
— цилиндрическое фрезерование;
— торцевое фрезерование.
Алмазно-расточные станки используются в сфере шлифования конической формы фасонных вращающихся поверхностей, специальных канав и торцов, подходят при тонком растачивании цилиндрических плоскостей. Такие агрегаты используются при последней стадии шлифовки отверстий. Тонкое растачивание гарантирует гладкость металлической поверхности и 100%-ную точность различной формы углублений.
Используются для глубокого сверления отверстий. Работают по одной из схем:
1) вращается инструмент или вращается заготовка;
2) вращается одновременно заготовка и инструмент.
Кардинальное отличие от станков с вертикальным расположением шпинделя и режущего инструмента – сверла, то, что шпиндель со сверлом установлены горизонтально.
Сверлильные станки предназначены для выполнения следующих работ:
- сверление сквозных и глухих отверстий (рис. 1, а), при этом обеспечивается возможность получения параметра шероховатости поверхности не ниже 12—13 квалитета и Ra = 6,3…15 мкм;
- рассверливание отверстий — увеличение диаметра спиральным сверлом (рис. 1, б);
- зенкерование, позволяющее получить более высокий квалитет и меньшее значение параметра шероховатости поверхности отверстий по сравнению со сверлением (рис. 1, в) — точность 11…13 квалитет, Ra= 10…15 мкм;
- растачивание отверстий, осуществляемое резцом на сверлильном станке (рис. 1, г);
- зенкование, выполняемое для получения у отверстий цилиндрических и конических углублений и фасок под головки болтов и винтов (рис. 1, д);
- развертывание отверстий, применяемое для получения необходимых параметров точности (7…11 квалитет) и шероховатости (Ro= 1,25…5 мкм) (рис. 1, е);
- выглаживание, производимое специальными роликовыми оправками, или развальцовывание, имеющее назначение уплотнения — сглаживания гребешков на поверхности отверстия после развертывания деталей из дюралюминия, электрона и др. (рис. 1, ж);
- нарезание внутренней резьбы метчиком (рис. 1, з); при использовании комбинированного инструмента получают сложные поверхности;
- цекование — подрезание торцов наружных и внутренних приливов и бобышек (рис. 1, и).
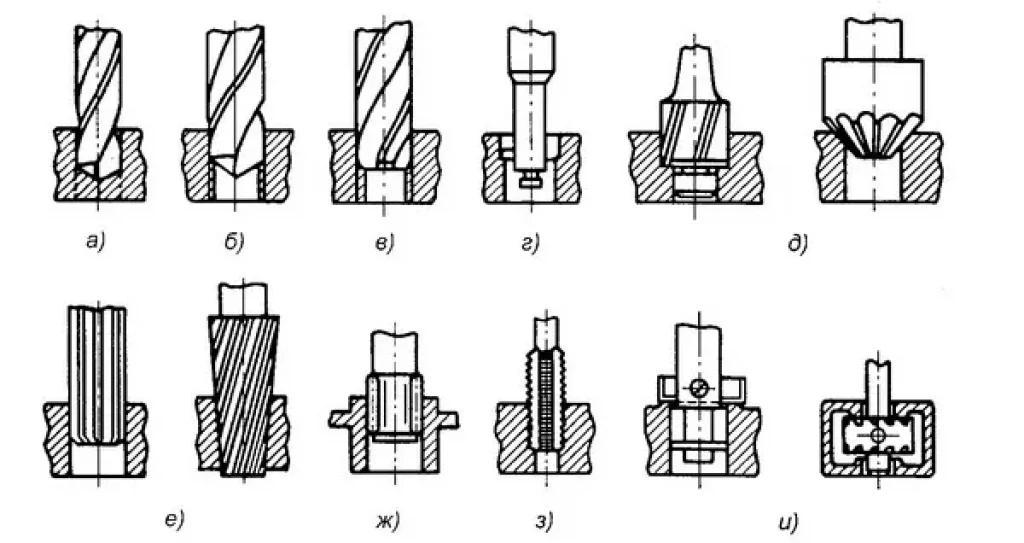
а — сверление отверстий;
б — рассверливание;
в — зенкерование;
г — растачивание;
д — зенкование;
е — развертывание;
ж — выглаживание;
з — нарезание внутренней резьбы; и —цекование
Этими видами работ не исчерпываются возможности сверлильных станков, на них выполняют и другие операции.
При сверлении основными режимами резания являются:
- подача s;
- скорость резания V= πDn/1000, м/с (где D — диаметр инструмента, мм, n — частота вращения инструмента, с-1);
- глубина резания t= 0,5D при сверлении и t= 0,5(D-d) при рассверливании, зенкеровании, развертывании, d — первоначальный диаметр.
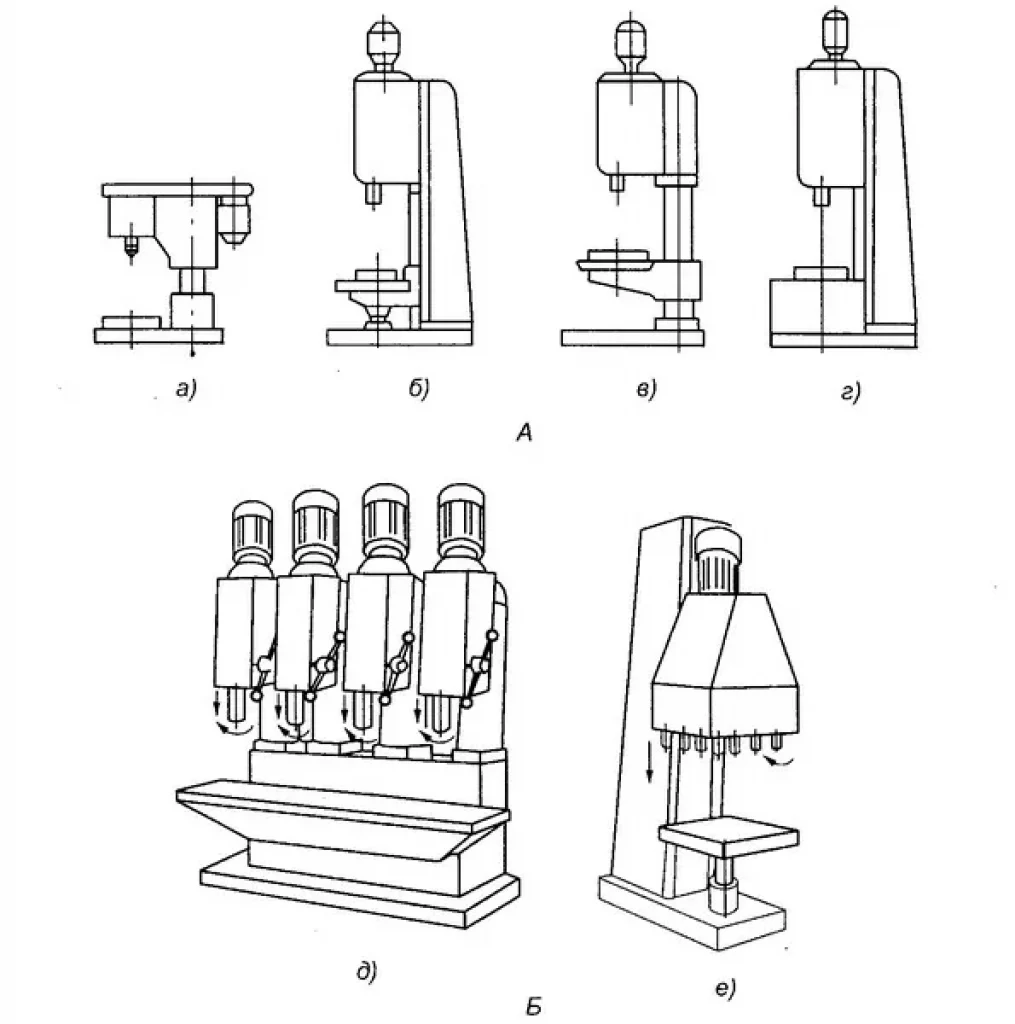
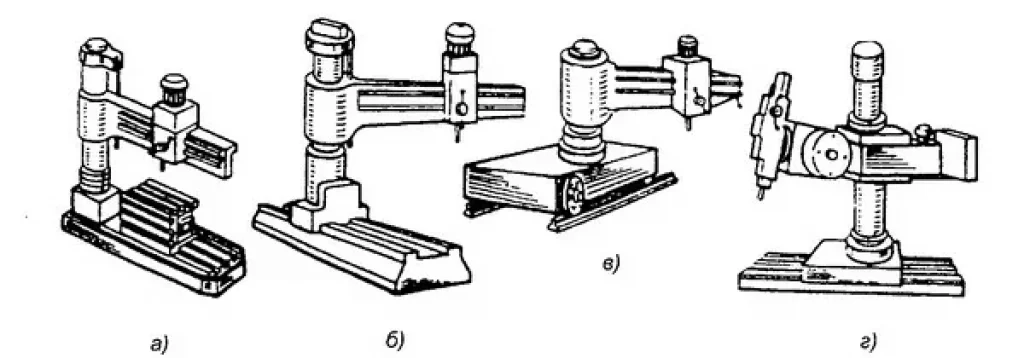
а — настольного;
б — средних размеров на коробчатой основе;
в — средних размеров на круглой основе;
г — тяжелого;
д — станки с постоянными шпинделями, имеющими одну общую станину;
е — станки с переставными шарнирно-соединенными шпинделями
Подача— перемещение сверла вдоль оси за один его оборот (или за один оборот заготовки, если она вращается). Различают следующие виды подачи: s0 — на один оборот сверла, мм/об; 5 — минутная подача, мм/мин.
a — стационарный общего назначения;
б — с колонной, перемещающейся по направляющим станины;
в — передвижной по рельсам; г — переносной
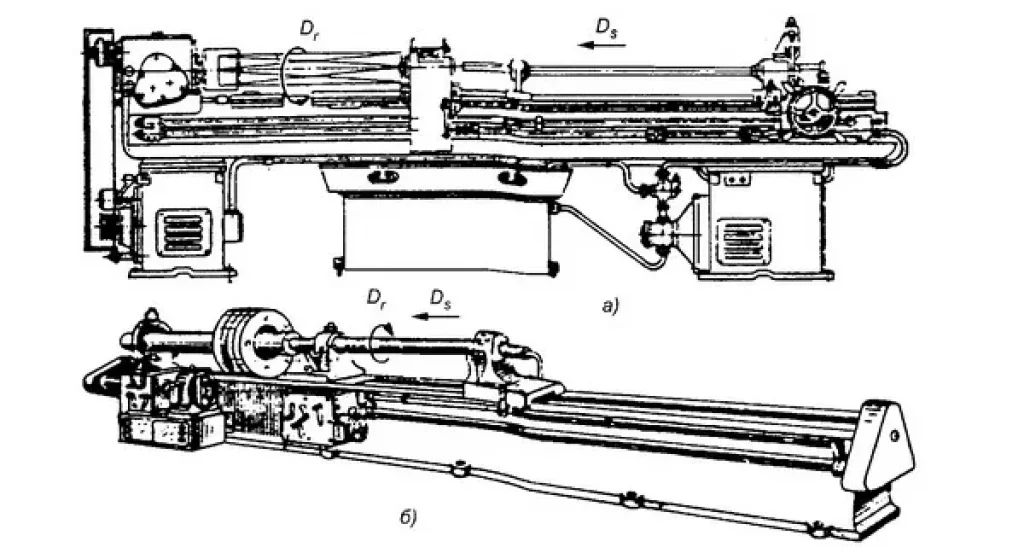
a — горизонтально-сверлильный станок для сверления вращающихся деталей;
б — горизонтально-сверлильный станок для сверления неподвижных деталей
Вертикально-сверлильные станки
Главным движением в вертикально-сверлильных станках (мод. 2Н125/2Н135) (рис. 5) является вращение шпинделя с закрепленным в нем инструментом. Движение подачи в станках этого типа осуществляется вертикальным перемещением шпинделя. Заготовку обычно устанавливают на столе станка.
Соосность отверстия заготовки и шпинделя получают перемещением заготовки.
Станина 1 (см. рис. 5) имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2. Управление коробками скоростей и подач осуществляют рукоятками 4, ручную подачу — штурвалом 5. Контроль глубины обработки осуществляют по лимбу 6. В нише станины размещен противовес. Электрооборудование станка вынесено в отдельный шкаф 12. Фундаментная плита 11 служит опорой станка.
В средних и тяжелых станках на ее верхнюю плоскость можно устанавливать заготовку. Стол станка бывает подвижным (от рукоятки 10 через коническую пару зубчатых колес и ходовой винт), неподвижным (съемным) или поворотным (откидным). Его монтируют на направляющих станины или выполняют в виде тумбы, установленной на фундаментной плите.
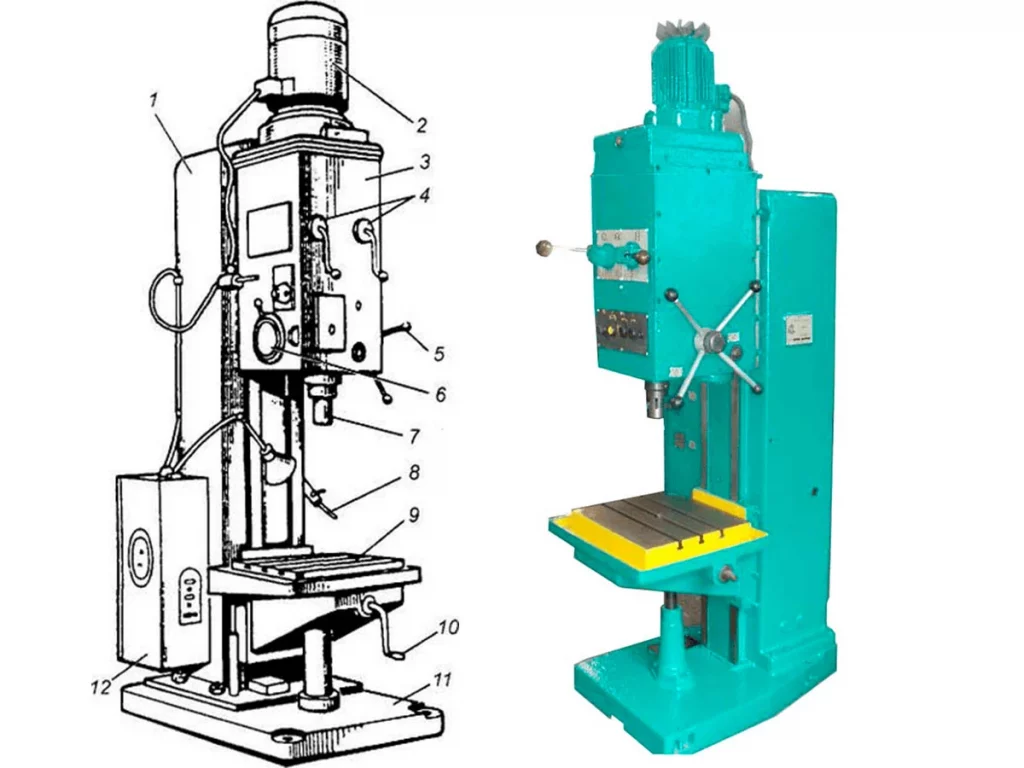
1 — станина;
2— электродвигатель;
3— сверлильная головка;
4, 10— рукоятки;
5— штурвал;
6 — лимб;
7 — шпиндель;
8 — шланг подачи СОЖ;
9 — стол;
11 — плита;
12 — шкаф электроаппаратуры
Охлаждающую жидкость подают электронасосом по шлангу 8. Узлы сверлильной головки смазывают с помощью насоса, остальные узлы станка — вручную.
Сверлильная головка 4 (рис. 6) состоит из чугунной отливки, на которой смонтированы коробки скоростей и подач 1, а внутри — шпиндель 8 и механизмы 6, 7, 9, 13 управления. Коробка скоростей содержит двух- и трехвенцовый блоки зубчатых колес, при переключении которых рукояткой 14 шпиндель получает различные угловые скорости. Исполнительным звеном служит кулачково-зубчатый механизм, передающий движение штангам, на которых укреплены вилки, связанные с переключаемыми блоками. Так шпиндель станка мод. 2Н135 имеет 72 ступеней частот вращения от 0,52 до 23,3 с-1, обеспечиваемых коробкой скоростей и двухскоростным электродвигателем 16.
Шпиндель смонтирован на двух шарикоподшипниках в гильзе. Осевое усилие подачи воспринимает нижний упорный подшипник, а вес шпинделя — верхний. Подшипники регулируют гайкой.
Для автоматического выключения механической подачи при достижении заданной глубины обработки станки снабжают соответствующими устройствами. Глубину обработки устанавливают с помощью лимба 12 механизма, смонтированного на левой стороне головки. Механизм приводится в действие зубчатой парой и имеет диск с кулачками для установки глубины сверления и автоматического выключения с реверсом, а также лимб для визуального отсчета. Для сокращения времени на вспомогательные ходы используют механизм 13 ускоренного перемещения шпинделя со своим электроприводом 75. Управление станком осуществляют кнопочной станцией 11 — для универсального станка и более сложной 10 — для автоматизированного.
Радиально-сверлильные станки
От вертикально-сверлильных радиально-сверлильные станки отличает конструктивная возможность совмещения оси отверстия заготовки с осью шпинделя путем перемещения шпинделя относительно неподвижной заготовки в любое место горизонтальной поверхности стола. Радиально-сверлильные станки по конструкции подразделяют на станки общего назначения, переносные — для обработки отверстий в заготовках больших размеров (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках с креплением их в месте обработки с помощью башмаков.
Радиально-сверлильный станок мод. 2554 (рис. 7) применяют при обработке отверстий в средних корпусных деталях. Станок позволяет выполнять сверление в сплошном материале, рассверливание, зенкерование, развертывание и растачивание отверстий, нарезание резьбы метчиками и другие операции. На фундаментной плите 1 станка установлена тумба 2 с неподвижной колонной 3, на которой надета гильза 4. Гильза поворачивается вокруг колонны, обеспечивая обработку отверстий в любом месте детали без ее перемещения. На гильзе смонтирована траверса 6, имеющая горизонтальные направляющие, по которым может перемещаться шпиндельная головка 5. Внутри шпиндельной головки размещены коробка скоростей, коробка передач и узел шпинделя 7. На передней крышке расположены органы управления. Обрабатываемые заготовки устанавливаются на приставном столе или непосредственно на верхней плоскости фундаментной плиты 1.
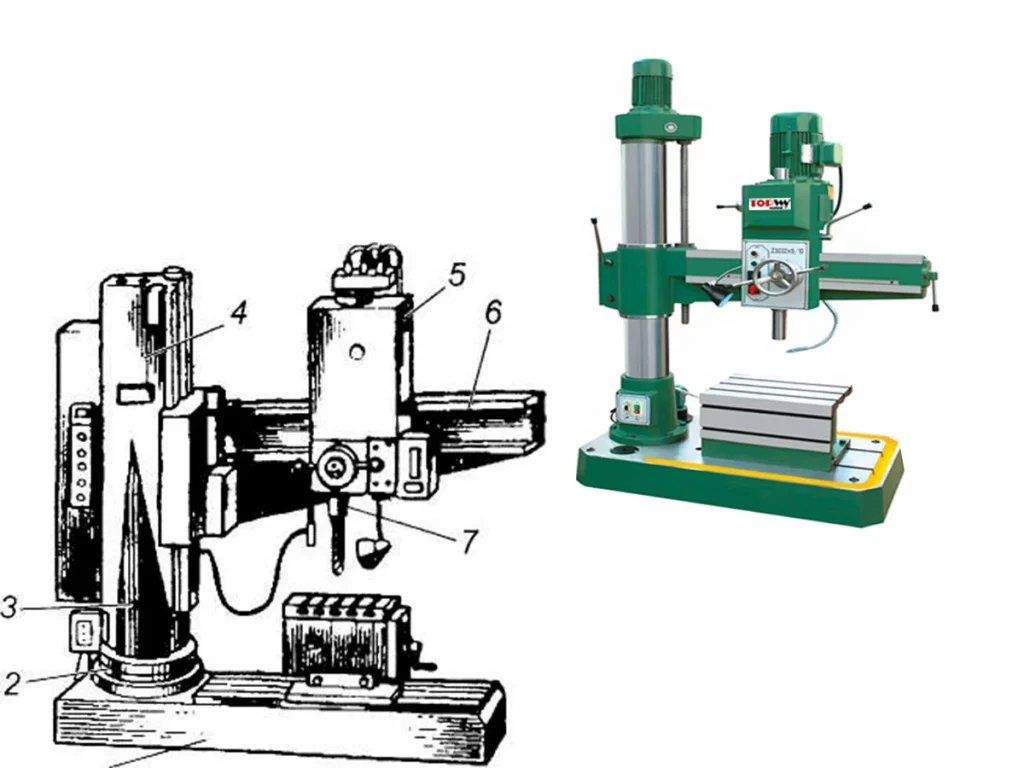
1 — плита;
2 — тумба;
3 -колонна;
4— гильза;
5— шпиндельная головка;
6 — траверса;
7— шпиндель
Шпиндель 7 со сверлильной головкой может перемещаться вертикально по направляющим гильзы 4, в радиальном направлении по траверсе 6, а также вместе с траверсой 6 и гильзой 4 поворачиваться вокруг оси неподвижной колонны 3. Эти три движения позволяют устанавливать инструмент по любым координатам. Реверсирование шпинделя осуществляется с помощью фрикционной муфты. Траверса 6 механически перемещается вертикально по гильзе 4 с автоматическим отжимом в начале и зажимом в конце хода.
Сверлильная головка оснащена механизмом автоматического выключения подачи, срабатывающим по достижении необходимой глубины сверления. Станок снабжен системой предохранительных устройств исключающих возможность его поломки вследствие перегрузок.